Suruõhu ettevalmistusNiiskuse kõrvaldamine Praktika on näidanud, et suruõhu kvaliteedile tuleb pöörata erilist tähelepanu. Igasugused lisandid suruõhus, nagu tolmu- ja roosteosakesed, õli ja niiskus põhjustavad enamikel juhtudel suruõhusüsteemide töös tõsiseid häireid või isegi komponentide rikkeid. Kondensvesi eraldub küll suruõhu jahutamisel peale kompressorit, kuid siiski toimub suruõhu lõplik puhastamine ja vee täiendav eemaldamine enne tarbijat. Eriti oluline on suruõhus sisalduva vee kõrvaldamine. Veeaur satub pneumotorustikku koos välisõhuga kompressori kaudu, ning selle kogus sõltub õhu suhtelisest niiskusest, mis omakorda sõltub ilmastikust ja välistemperatuurist. Õhu absoluutne niiskus näitab vee kogust, mis sisaldub l Nm3 õhus. Küllastuspiir näitab vee kogust, mis maksimaalselt võib sisalduda 1 Nm3 õhus antud temperatuuril. Õhu suhteline niiskus näitab, milline on õhus sisalduv vee kogus suhtena küllastuspiiri. Suhtelise niiskuse määr saab seega olla maksimaalselt 100%. Selel 27 on esitatud kastepunkti sõltuvus temperatuurist. Suhteline niiskus =(absoluutne niiskus / küllastuspiir) × 100% Niiskuse eemaldamiseks kasutatakse: * absorptsioonkuivatust; * adsorptsioonkuivatust; * suruõhu jahutamist. 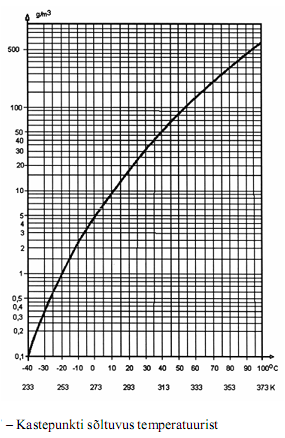 Absorptsioonkuivatus Absorptsioonkuivatuse puhul on tegemist puhtalt keemilise protsessiga. Suruõhk juhitakse läbi kuivatusaine kihtide, kus õhus sisalduv vesi seotakse keemiliselt ja eemaldatakse juba vee ja kuivatusaine seosena. Tekkinud seost tuleb kuivatist aeg ajalt eemaldada kas automaatselt või käsitsi. Kuivatusainet tuleb kuivatisse aeg ajalt lisada (umbes 2-4 korda aastas). Samaaegselt eralduvad õhust ka õlijäägid, mille suuremad kogused põhjustavad kuivati töös häireid. Seega kui õhk sisaldab õli suuremates kogustes on vajalik kuivati ette asetada veel täiendav õlipüüdja. 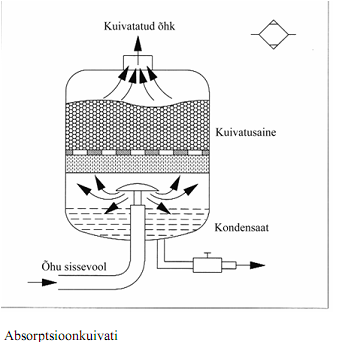 Absorptsioonkuivati omadused: - ei vaja hooldust, - minimaalne mehaaniline kulumine, kuna puuduvad liikuvad osad, - ei vaja täiendavat energiat. Adsorptsioonkuivatus 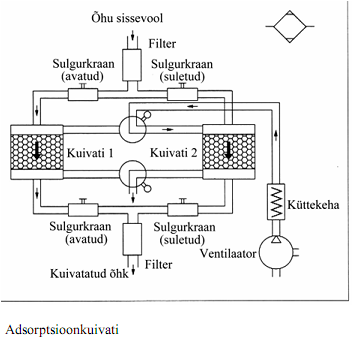 Adsorptsioonkuivatuse puhul on tegemist puht füüsikalise protsessiga. Kuivatusainena kasutatakse 100% pliidioksiidi terakesi, mida tuntakse enam nime 'geel' all. Geeli ülesandeks on siduda õhus sisalduv vesi ja veeaur. Niiske õhk juhitakse läbi geeli terakeste massi, mille tulemusel seotakse niiskus. Kuivatusaine imamisvõime on aga piiratud. Selleks, et taastada aine imamisvõimet, juhitakse kuivatist läbi sooja õhku. Samuti võib kuivatusaine kuumutamiseks kasutada elektrisoendust. Kasutades paralleelselt kahte kuivatit, saab ühte neist samaaegselt teise töötamisega regenereerida. Õhu jahutamine 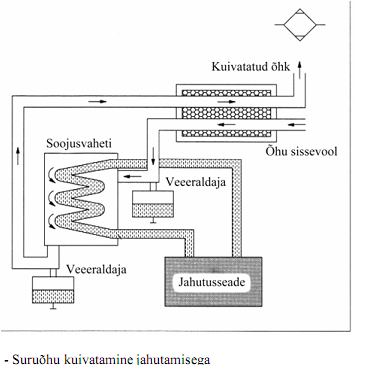 Antud kuivatamismeetod põhineb kastepunkti alandmisel. Kastepunkt on temperatuur, milleni tuleb õhku jahutada, et õhus sisalduv niiskus kondenseeruks. Kuivatatav õhk jahutatakse eelnevalt õhk-õhk tüüpi soojusvahetis, mille järel eemaldatakse kondensaat. Edasi jahutatakse õhku veelgi, mille järel jällegi eemaldatakse kondensaat. Vajadusel võib õhu puhastamiseks mehaanilistest osakestest kasutada täiendavat peenfiltrit. Õhufilter Õhufiltri ülesandeks on õhust tahkete osakeste ja vee eemaldamine. Sisenev õhk juhitakse filteranumasse nii, et juhtplaadi (1) abil tekiks õhujoa pöörlev liikumine. Sel moel, tänu tsentrifugaaljõule, paisatakse vedeliku piisad ja tahked osakesed vastu filteranuma seinu ja nad valguvad anuma (2) põhja. Anumasse kogunenud vesi (4) tuleb eemaldada enne, kui selle tase ulatub juhtplaadini. Vastasel juhul liigub see edasi torustikku. Väiksemate mehaaniliste osakeste eemaldamiseks kasutatakse vahetatavat filterelementi (3). Kuna aja jooksul filterelement ummistub, tuleb seda aeg ajalt pesta või välja vahetada. Normaalelemendi puhastusaste on 30-70 µm, peenpuhastuse korral maks. 3 µm. Juhul, kui anumasse koguneb palju vett, on soovitav käsitsitühjendamise asemel kasutada automaatset tühjendamist. Automaatne vee eemaldaja. 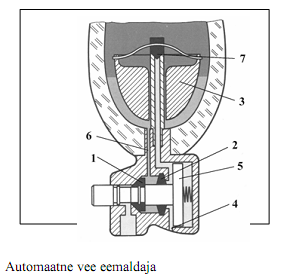 Anumasse kogunenud vesi valgub kanali (6) kaudu tihendusrõngaste (1) ja (2) vahelisse ruumi. Vee kogunedes tõuseb ujuk (3) üles. Teatud tasemel avaneb klapp (7), mille tagajärjel lükkab suruõhk siibri (5) paremale, avades veele väljavoolu. Klapi (7) sulgedes toimub düüsi (4) kaudu õhu aeglane väljavool võimaldades siibril (5) liikuda sujuvalt algasendisse. Rõhuregulaator Õhu väljalaskega rõhuregulaator Rõhuregulaatori ülesandeks on hoida töörõhk konstantne sõltumatult tarbitavast õhu vooluhulgast ja rõhust pneumotorustikus. Rõhu reguleerimine toimub membraani (1) abil, millele ühelt poolt mõjub töörõhk ja teiselt poolt kruviga (3) reguleeritav vedru. Töörõhu tõustes liigub membraan alla ja klapi (4) läbivool kas väheneb või sulgub klapp täielikult. Töörõhu vähenedes klapp jällegi avaneb. Rõhu tõustes ülemäära suureks liigub membraan veelgi alla, avades õhule väljapääsu. 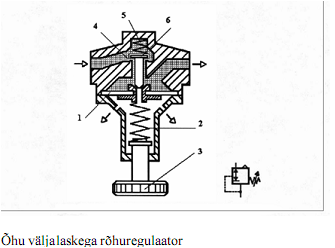  Õliti Õliti ülesandeks on lisada õhule õli. Õli imetakse õlianumast tänu õlitist läbivoolavale õhule. Samas õli pihustatakse ja see seguneb läbivoolava õhuga. Õliti kasutamisel tuleb jälgida, et õlitist läbivoolava õhu voolukiirus oleks piisavalt suur. Vastasel korral ei funktsioneeri õliti normaalselt. Õhk liigub läbi õliti (sele 35) sissevooluavast (1) väljavooluavasse (2). Reguleerimiskruvi abil reguleeritakse düüsi kaudu anumasse (5) juhitava õhu kogust. Anumas (5) oleva rõhu ja düüsis oleva alarõhu toimel voolab õli läbi toru (4) üles ja tilgub ruumi (3). Õli seguneb õhuga ja liigub kanali kaudu väljavoolu avasse (2). 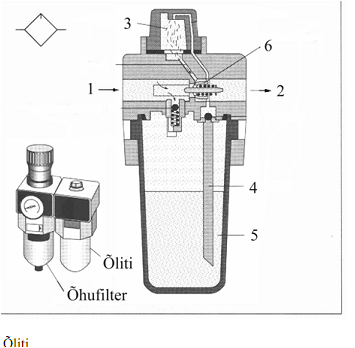 Suruõhu ettevalmistamise plokk Praktikas ühendatakse suruõhu ettevalmistusseadmed ühte plokki, mida nimetatakse õhu ettevalmistamise plokiks (sele 36). Õhu ettevalmistamise ploki moodustavad: * õhufilter, * rõhuregulaator, * õliti (vajadusel). 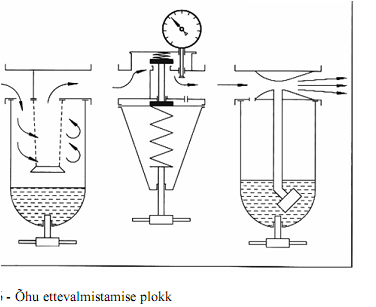 Õhu ettevalmistamise ploki kasutamisel tuleb arvestada järgmiseid tegureid: 1. Seadme mõõtmed määravad ära läbivoolava õhu vooluhulga. Läbivoolu suurenedes suureneb ka rõhu langus seadmes. Seetõttu tuleb õhu ettevalmistamise seadmete valikul tähelepanelikuit jälgida tootja poolt etteantud väärtusi. 2. Töörõhk ei tohi olla kunagi kõrgem kui tootja poolt seadmele etteantud maksimaalne töörõhk. Samuti ei tohi ümbritseva keskkonna temperatuur olla kõrgem kui 323 K (50°C), mis on plastikdetailidele lubatud kõrgeim töötemperatuur. 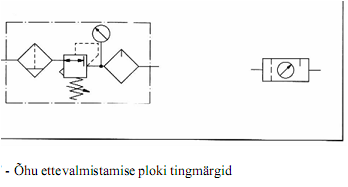 Rõhu langus õhu ettevalmistusseadmetes. Kõik õhu ettevalmistusseadmed takistavad õhu läbivoolu tekitades sellega rõhu languse, mis sõltub läbivoolava õhu kogusest ja töörõhust. Rõhu languse erinevatel töörõhkudel ja läbivoolava õhu kogusel ½” liidetega õhu ettevalmistusseadmele saab kasutada nomogrammi selel 38. Õhu ettevalmistusseadme valikul tuleb olla tähelepanelik! Dimensioneerimisel tuleb arvesse võtta maksimaalset hetkelist õhu läbivooluhulka, juhul kui peale õhu ettevalmistusseadet ei ole paigaldatud suruõhu mahutit. Näide: Kui läbivoolava õhu hulk on 1,8Nm3/h, töörõhk p1=600kPa, tekib seadmes rõhu langus ∆p=50kPa. 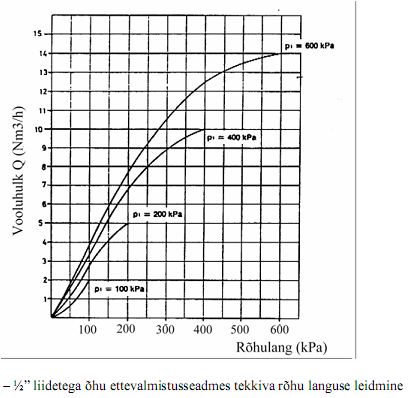 |
Seaded |
|
Viimane uuendus: 17.10.2012 20:22:48 |

Kontakt |
| Pärnumaa Kutsehariduskeskus |
powered by cmsimple.dk
- template by cmsimple-styles.com |